天津大学|基于光谱诊断的钛合金激光焊接熔深在线检测与无模型自适应控制
1677
2024-04-29
PART 1
激光原理及特性
01
什么是激光?
—能级:物质是由原子组成,而原子又是由原子核及电子构成。电子围绕着原子核运动。而电子在原子中的能量不是任意的。描述微观世界的量子力学告诉我们,这些电子会处于一些固定的“能级”,不同的能级对应于不同的电子能量,离原子核越远的轨道能量越高。此外,不同轨道可最多容纳的电子数目也不同,例如最低的轨道(也是最近原了核的轨道)最多只可容纳2个电了,较高的轨道上则可容纳8个电子等等。
—跃迁:电子可以通过吸收或释放能量从一个能级跃迁到另一个能级。例如当电子吸收了一个光子时,它便可能从一个较低的能级跃迁至一个较高的能级。同样地,一个位于高能级的电子也会通过发射一个光子而跃迁至较低的能级。在这些过程中,电子释放或吸收的光子能量总是与这两能级的能量差相等。由于光子能量决定了光的波长,因此,吸收或释放的光具有固定的颜色。
02
激光产生的原理
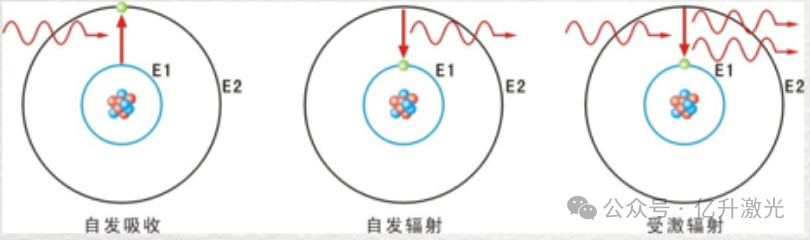
—受激吸收
受激吸收就是处于低能态的原子吸收外界辐射而跃迁到高能态。电子可通过吸收光子从低能级跃迁到高能级。
—受激辐射
受激辐射是指处于高能级的电子在光子的“刺激”或者“感应”下,跃迁到低能级,并辐射出一个和入射光子同样频率的光子。受激辐射的最大特点是由受激辐射产生的光子与引起受激辐射的原来的光子具有完全相同的状态。它们具有相同的频率,相同的方向,完全无法区分出两者的差异。这样,通过一次受激辐射,一个光了变为两个相同的光了。这意味着光被加强了,或者说光被放大了。这正是产生激光的基本过程。
—自发辐射
是指高能级的电子在没有外界作用下自发地迁移至低能级,并在跃迁时产生光(电磁波)辐射,辐射光子能量为U=E2-E1,即两个能级之间的能量差。
03
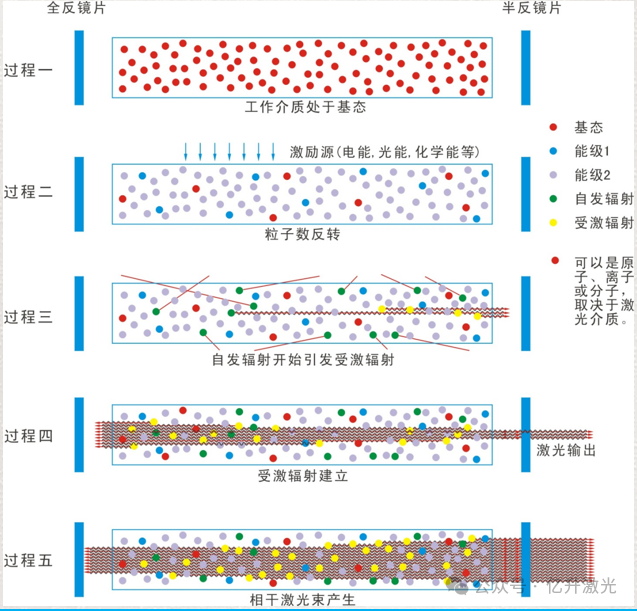
激光产生的条件
—激光工作介质
激光的产生必须选择合适的工作介质,可以是气体、液体、固体或半导体。关键是能在这种介质中实现粒子数反转,以获得产生激光的必要条件。显然,亚稳态能级的存在,对实现粒子数反转是非常有利的。
—激励源
为了使工作介质中出现粒子数反转,必须用一定的方法去激励原子体系,使处于上能级的粒子数增加。一般可以用气体放电的办法来利用具有动能的电子去激发介质原子,称为电激励;也可用脉冲光源来照射工作介质,称为光激励;还有热激励、化学激励等。各种激励方式被形象化地称为泵浦或抽运。为了不断得到激光输出,必须不断地“泵浦”以维持处于上能级的粒子数比下能级多。
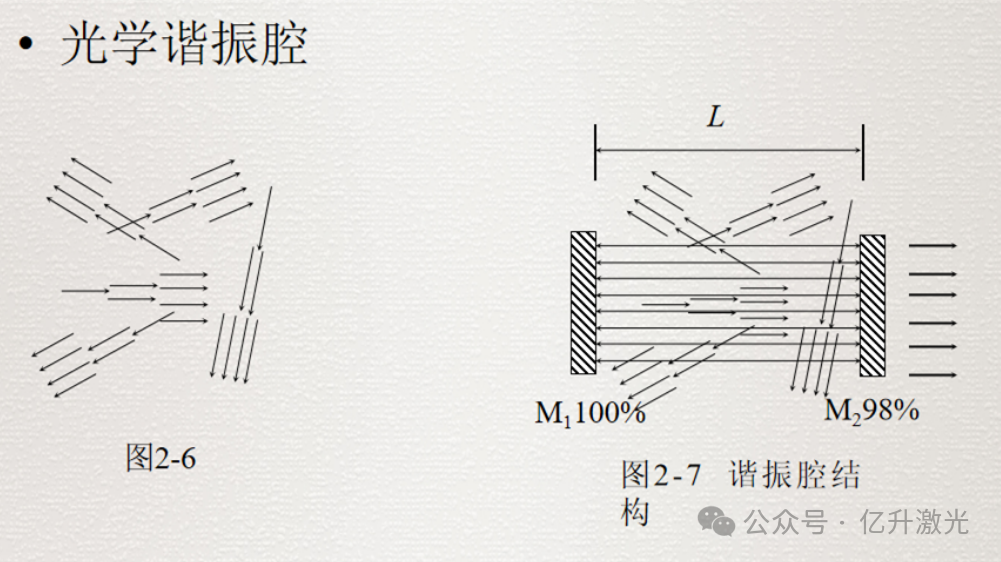
—谐振腔
有了合适的工作物质和激励源后,可实现粒子数反转,但这样产生的受激辐射强度很弱,无法实际应用。还需要将辐射的光进行放大,于是人们就想到了用光学谐振腔进行放大。所渭光学谐振腔,实际是在激光器两端,平行装上两块反射率很高的镜片,一块为全反射镜片,一块为部分反射、少量透射镜片。全反射镜片的作用是将入射的光全部按原路径反射回去,部分反射镜片的作用是将能量未达到一定限度的部分光子按原路径反射回去,而达到一定能量限度的光子则透射而出。这样,透射而出的这部分光子就成为我们需要的,经过放大了的激光;而被反射回工作介质的光,则继续诱发新一轮的受激辐射,光将逐渐被放大。因此,光在谐振腔中来回振荡,造成连锁反应,雪崩似的获得放大,产生强烈的激光,直到能量达到一定的限度,从部分反射镜片中输出。
04
什么是泵浦灯?
氙灯为惰性气体放电灯,我们使用的灯的形状多为直管形。其结构一般都是由电极、灯管和充入的氙(Xe)气体组成。电极是用高熔点、高电子发射率,又不易溅射的金属材料制成。灯管用机械强度高、耐高温、透光性好的石英玻璃制成。灯管内充入氙气。

05
什么是Nd YAG激光棒?
Nd:YAG(掺钕的钇铝石榴石)是目前最常用的一类固体激光器YAG是一种立方结构晶体,质地很硬、光学质量好、热导率高。用三价钕代替了晶体中部分的三价钇,因此称为掺钕的钇铝石榴石。
06
激光特点
—相干性好
普通光源上不同点发出的光在不同方向上、不同时间里都是杂乱无章的,经过透镜后也不可能会聚在一点上。激光与普通光相比则大不相同。因为它的频率很单纯,从激光器发出的光就可以步调一致地向同一方向传播,可以用透镜把它们会聚到一点上,把能量高度集中起来,这就叫相干性高。
—方向性强
激光的方向性比现在所有的其他光源都好得多,它几乎是一束平行线。如果把激光发射到月球上去,历经38.4万公里的路程后,也只有一个直径为2km左右的光斑。
—单色性好
受激辐射光(激光)是原子在发生受激辐射时释放出来的光,其频率组成范围非常狭窄,通俗一点讲,就是受激辐射光单色性非常好,激光的“颜色”非常的纯(不同颜色,实际就是不同频率)。激光的单色性是实现激光加工的重要因素。
—亮度高
PART 2
激光焊接原理及特性
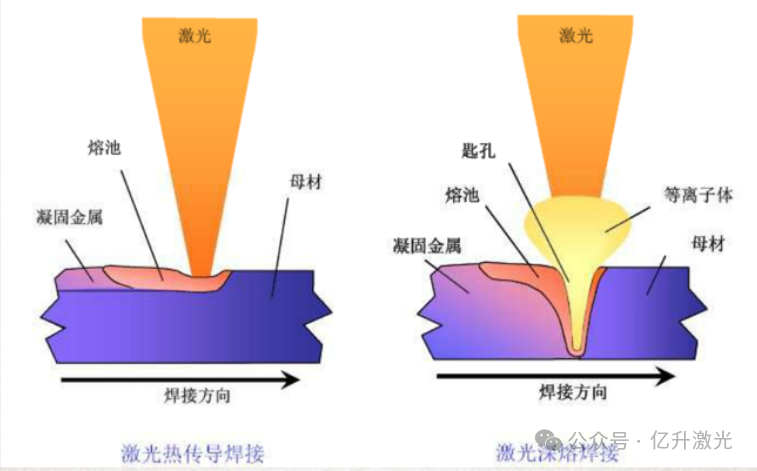
01激光焊接原理
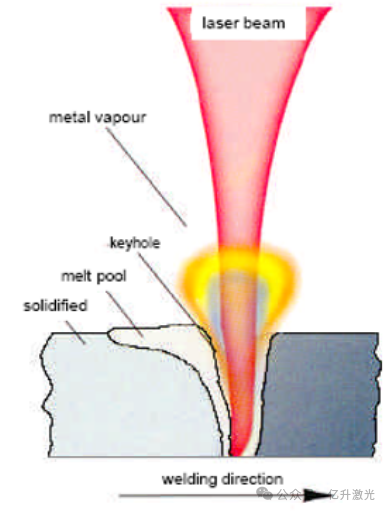
激光焊接是利用激光束优异的方向性和高功率密度等特性进行工作,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
02
激光焊接优势
与其它焊接方式相比,激光焊接具有以下特性:
1.能量集中,焊接效率高、加工精度高,焊缝深宽比大。
2.热输入量小,热影响区小,工件残余应力和变形小。
3.非接触式焊接,光纤传输,可达性较好,自动化程度高。
4.接头设计灵活,节省原材料。
5.焊接能量可精确控制,焊接效果稳定,焊接外观好。
03
金属材料的激光焊接工艺

1.不锈钢使用普通方波即可获得良好的焊接效果。
2.设计焊接结构时,尽量使焊点远离非金属物质。
3.为满足强度及外观要求,应尽量预留足够的焊接区域及工件厚度。
4.焊接时应保证工件的清洁度及环境的干燥度。
1.铝合金材料反光率很高,焊接时需要较高的激光峰值。
2.脉冲点焊时易产生裂纹,影响焊接强度。
3.材料成份容易产生飞溅,应选择较好的原材料。
4.一般使用大光斑和长脉宽可以取得较好的焊接效果。
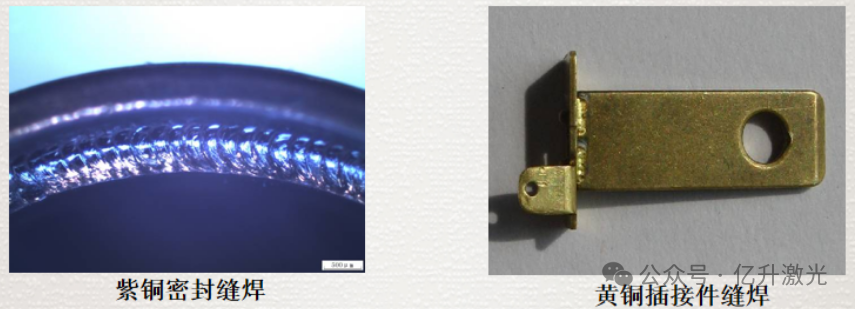
1.铜材料反光率相比铝合金更高,焊接微光峰值更高,激光头需倾斜一定角度。
2.针对一些铜合金,如黄铜、白铜等,受合金元素影响,焊接难度较大,焊接时需注意工艺参数的选择。
PART 3激光焊接常见缺陷及应对措施
激光焊接时工艺参数不正确,措施不良,往往会导致一些焊接缺陷的产生:
1.焊点表面飞溅
2.内部焊接气孔
3.出现焊接裂纹
4.产生焊接变形
01
焊点表面飞溅

激光焊接时产生飞溅的主要原因是激光功率密度过高,工件在短时间内吸收了较多的激光能量,材料严重气化,熔池反应剧烈形成焊接飞溅,飞溅不仅影响工件的外观和装配精度,更会影响焊接强度,造成产品不良。
02
形成原因是什么?怎么防治?
引起飞溅具体原因,可以归纳为以下几点:
1.微光峰值功率过高,形成焊接飞溅。
2.焊接波形不合适,对高反射率材料未使用合适波形焊接。
3.材料成份偏析,造成局部吸收率提高,形成焊接飞溅。
4.工件表面有污物或非金属物质,造成吸收率提高,形成焊接飞溅。
5.两工件之间或工件底部有低熔点物质,焊接时形成大量气体,造成飞溅。
6.焊接部位形成中空的封闭空间,焊接时空间内的空气受热膨胀形成飞溅。
一般从以下几个方面来改善焊接效果,防止焊接飞溅:
1.优化焊接焊接工艺参数,如降低峰值功率或使用尖峰波。
2.选用合格优质的原材料。
3.加强焊前清洗,祛除油污杂质。
4.合理设计焊接结构。
03
焊点内部气孔
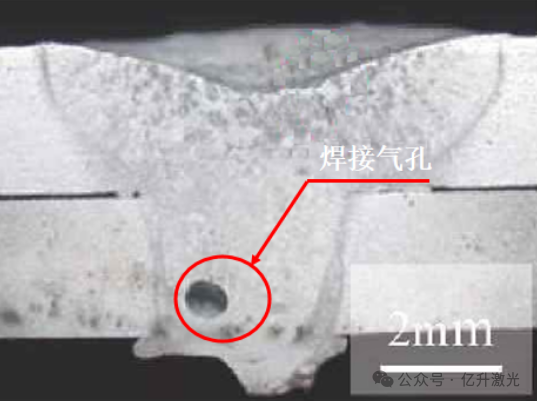
气孔是激光焊接中最常见的缺陷,激光焊接热循环快,熔池存在的时间短造成焊接时形成的气体来不及从熔池中溢出,从而形成焊接气孔。
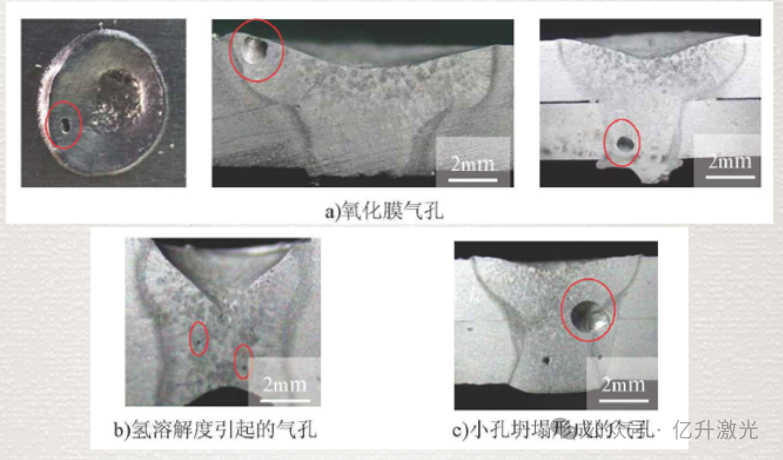
微光焊接时常见的气孔一般可以分为以下几类:氢气孔;一氧化碳气孔;小孔坍塌气孔。
04
焊接裂纹
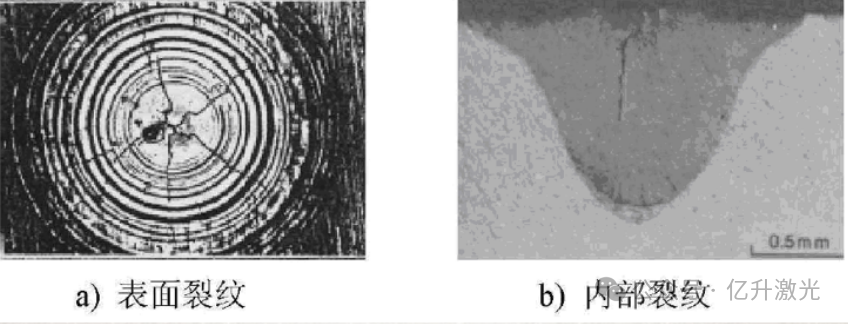
激光焊接时裂纹危害很大,严重影响工件的焊接强度,降低工件的使用寿命,因此预防裂纹有重要意义,激光焊接加热冷却时间快,加大了材料产生裂纹的几率必须采取一定措施加以改善。
激光焊接主要生成的是热裂纹,在焊接铝合金和高碳高合金钢时常常产生裂纹,预防措施如下:
1.焊接某些牌号的铝合金或高碳高合金钢时,由于材料脆硬倾向大,在波形上需增加预热跟缓冷波段,以减少裂纹倾向或降低开裂程度,增加焊接强度。
2.在焊接接头选择设计时,尽量减少焊接应力的产生,降低焊接时的裂纹倾向。
3.选择合适的焊接材料,在同等性能的情况下,尽量选用裂纹倾向小的材料。
05
焊接变形
在焊接薄板大幅面多焊点时,往往易产生焊接变形,影响后期工件装配精度和使用性能,焊接时一种局部加热的材料加工方式,焊接变形形成的原因是工件各部分焊接热输入不均匀,热胀冷缩不一致造成焊接变形,因此需要从变形产生的原因加以预防或改善:
1.优化工艺参数,减少热输入量,如增加激光峰值,减小焊接脉宽,在不影响焊接表面质量的前提下可有效减小焊接变形量。
2.降低焊接速度和平率,使单位时间内输入工件的热量减小,则焊接变形量随之减小。
3.优化焊接顺序,使工件各部分受热均匀,也是减小焊接变形的一种有效方法。