激光焊接的基础知识和诀窍
21764
2026-04-26
来天津大学的研究员在Mechanical Systems and Signal Processing期刊上发表文章Online detection and model-free adaptive control of titanium alloy laser welding penetration depth based on spectral diagnosis。
01
论文导读
钛合金因超高比强度成为航空、高端装备领域的关键结构材料,但其在激光焊接过程中易出现等离子体波动、熔深不稳定与热裂纹等问题,传统连续激光焊接及电弧复合焊均难以实现高精度、低缺陷的稳定成形,常规闭环控制也难以解决实时性不足、模型依赖强的问题。基于光谱特征的无模型自适应焊接因热输入精准、调控响应快,成为解决该问题的潜在技术,但钛合金激光焊接中光谱特征演化规律、熔深动态响应机制仍不明确。针对这一空白,本文通过变参数激光焊接实验表征焊缝典型微观组织与等离子体光谱特征,基于光谱信号构建熔深在线量化方法,探究熔深稳定性、裂纹敏感性与焊接参数的内在关联,并采用光谱驱动的无模型控制器实现高质量焊接,同时测试接头力学性能与成形质量,为钛合金高性能激光焊接提供理论与实验支撑。
Laser & Electron Beam Processing
02
全文概述
本文针对钛合金脉冲激光焊接过程中熔深难以在线检测、热耗散条件变化易导致熔深波动、传统控制方法精度不足等关键问题,以光谱诊断与无模型自适应控制为技术手段,开展熔深在线检测与闭环控制研究。论文搭建了等离子体光谱采集与脉冲激光焊接实验平台,通过多组变速焊接实验获取光谱信号与熔深对应数据,对比 t-SNE、UMAP 等降维方法对光谱特征的提取效果,并构建 BP 神经网络预测熔深;同时选取Ti I 503.995 nm/Ti I 586.919 nm光谱强度比 R3 作为表征量,基于 Hammerstein 模型与粒子群算法辨识系统动态特性,设计无模型自适应控制器实现熔深稳定控制。结果表明:UMAP 降维后的光谱特征预测精度最高(R²=0.982),光谱强度比 R3 与熔深呈显著负相关,可实现熔深实时表征;所设计的 MFAC 控制器调节时间短、超调量小,在变热耗散条件下,87.3%的焊缝熔深稳定控制在2.20±0.15 mm范围内,标准差仅 0.0986。该研究实现了钛合金激光焊接熔深的在线检测与稳定控制,为航空航天领域复杂构件激光焊接质量精准调控提供了有效方法。
Laser & Electron Beam Processing
03
图文解析
图1为脉冲激光焊接过程的光谱数据采集与数值模拟图,展示了不同焊接速度下Ti I 503.995 nm特征谱线的强度变化曲线,以及脉冲作用下焊缝区域的温度场演化过程。结果表明,光谱强度随焊接速度呈现非线性变化,速度升高使热输入降低,等离子体激发粒子减少,谱线强度先下降;随速度进一步提高,焊缝深宽比增大,信号采集位置更靠近等离子体核心,强度转而上升。
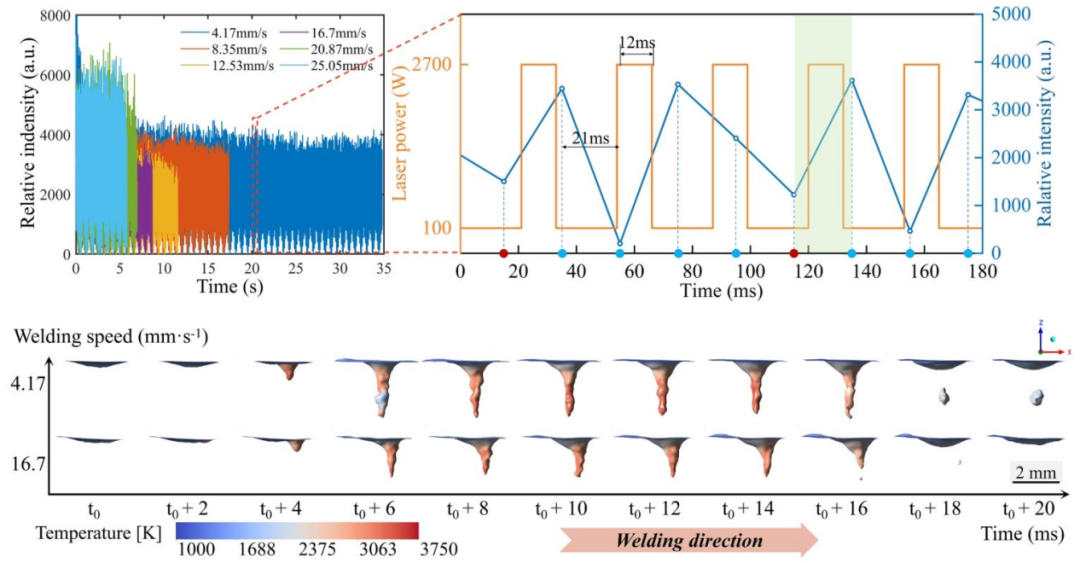
图1.脉冲激光焊接过程的光谱数据采集与数值模拟。
图2为焊缝熔深提取示意图,展示了钛合金脉冲激光焊接后,从焊缝金相纵截面制备、灰度变换、二值化处理、边缘提取的方法,清晰地分辨母材与焊缝熔合区域,精准识别熔深边界并完成熔深数值的自动测量与标定。
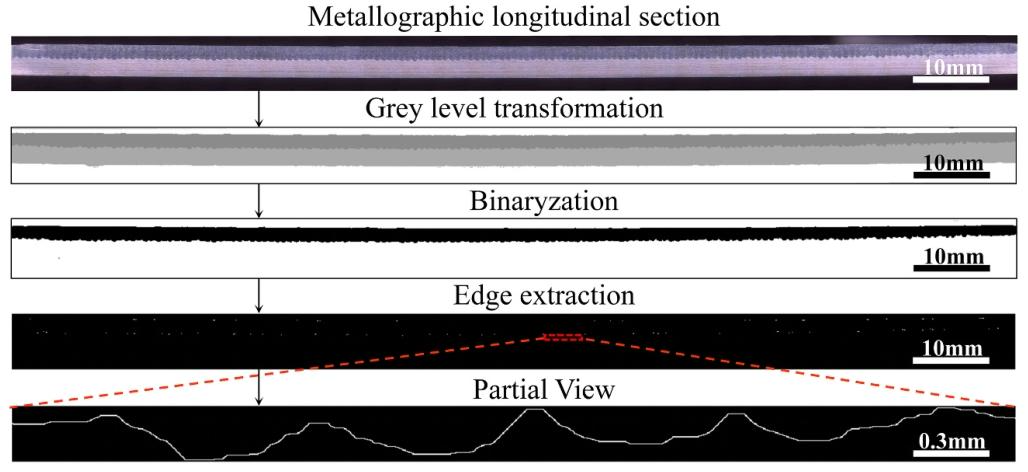
图2.焊缝熔深提取示意图。
图3为不同方法处理数据的相关系数图,展示了t-SNE降维、UMAP降维、光谱强度比R3三种方法提取的特征与熔深之间的相关系数大小。结果表明,Ti I 503.995 nm/Ti I 586.919 nm光谱强度比R3与熔深的相关性最高,相关系数达−0.886,远优于t-SNE和UMAP两种非线性降维方法。这说明光谱强度比对熔深变化最敏感、表征能力最强,可作为熔深在线检测与无模型自适应控制的核心特征。
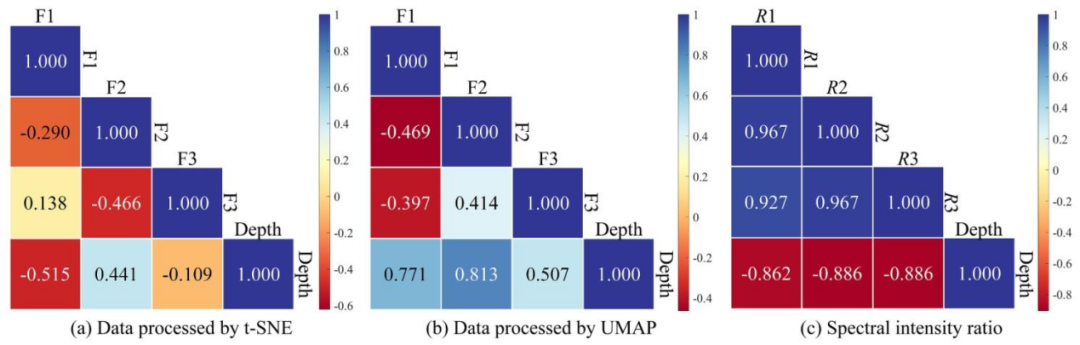
图3.不同方法处理数据的相关系数图:(a)t-SNE降维处理数据的相关系数;(b)UMAP降维处理数据的相关系数;(c)光谱强度比的相关系数。
图4为不同光谱谱线随焊接速度变化的趋势示意图,展示了Ti I 503.995 nm和Ti I 586.919 nm两条特征谱线的激发能级、等离子体形态及信号采集位置随焊接速度的变化规律。结果表明,两条谱线的激发特性与能量层级存在差异,导致其强度随速度变化趋势不同,进而使强度比呈现稳定单调性。
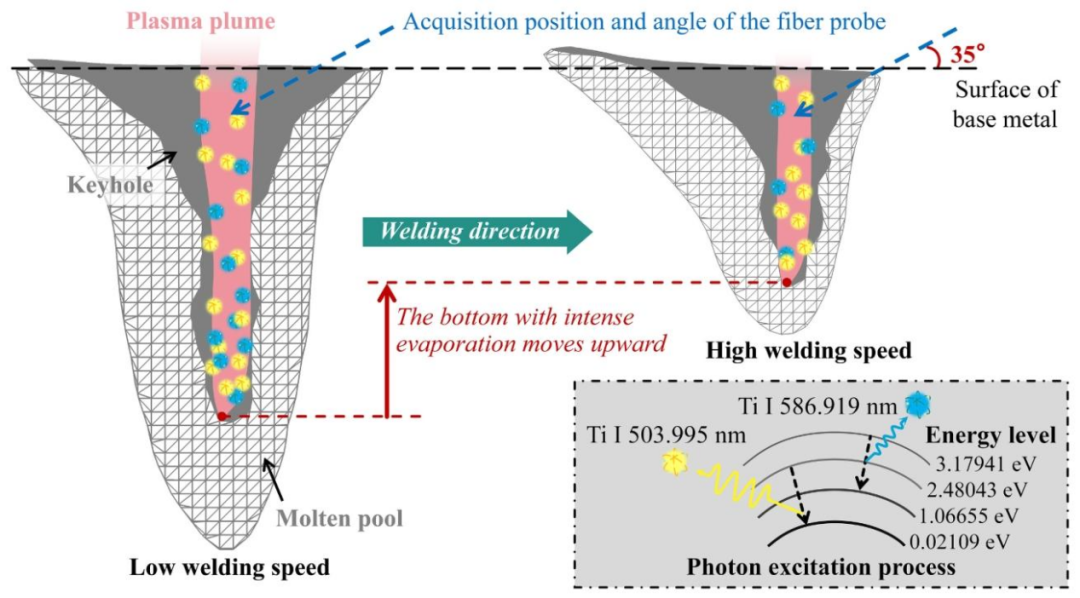
图4. 不同光谱谱线随焊接速度变化的趋势。
03
总结
本文针对钛合金脉冲激光焊接熔深波动与在线检测难题,开展了基于光谱诊断的熔深在线检测与无模型自适应控制研究。通过采集等离子体光谱信号,对比 t-SNE、UMAP 降维特征与光谱强度比的表征效果,发现 Ti I 503.995 nm/Ti I 586.919 nm 强度比 R3 与熔深高度相关,相关系数达−0.886,可实现精准表征。基于该光谱特征构建无模型自适应控制系统,结合 Hammerstein 模型与粒子群算法完成参数优化。仿真与试验结果表明,控制系统响应快、超调量小,在变散热条件下仍能将 87.3% 的焊缝熔深稳定控制在 2.20±0.15 mm 范围内。研究实现了钛合金激光焊接熔深的实时监测与稳定控制,为高端装备焊接质量闭环调控提供了有效技术方案。
Laser & Electron Beam Processing
原文链接:
https://doi.org/10.1016/j.ymssp.2026.114091

