天津大学|基于光谱诊断的钛合金激光焊接熔深在线检测与无模型自适应控制
1387
2024-03-18
激光是 20 世纪以来,继原子能、计算机、半导体之后,人类的又一重大发明。激光指在能量相应于两个能级能量差的光子作用下,诱导在高能态的原子向低能态跃迁,并同时发射出相同能量的光子。其产生的基本条件包括泵浦源、激活介质和谐振腔等。激光具有方向性好、单色性好、相干性好的特点。

新能源行业占据越来越多的比重,激光焊接技术受到越来越广泛的应用;
那么,什么是激光焊接技术呢?
激光焊接技术
激光焊接是激光加工技术应用的重要方面之一。激光焊接技术的发展历经了固体受激物质 → 气体受激物质 → 固体受激物质、脉冲激光焊接 → 连续激光焊接、低功率 → 高功率、薄板 → 厚板、低速 → 高速、低频 → 高频及低效 → 高效的历史。激光焊接技术以其独具的深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化等优点,在各种加工制造业中得到了高度重视。

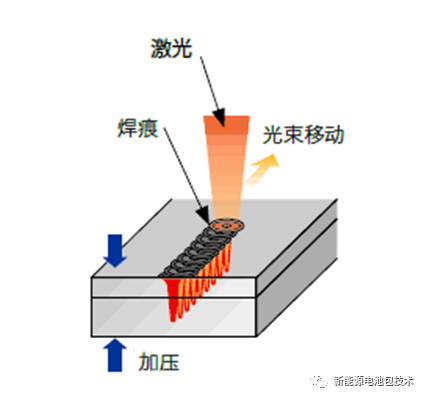
激光焊接是以高功率聚焦的激光束为热源,熔化材料形成焊接接头的高精度高效率焊接方法。激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,当高强度激光束照射在材料表面上时,部分光能将被材料吸收而转变成热能,使材料熔化,从而达到焊接的目的。一般要根据金属材料的光学性质(如反射和吸收)和热学性质(如熔点、热传导率、热扩散率、熔化潜热等)来决定所使用的激光的功率密度和脉宽等,对普通金属来说,光强吸收系数大约在 105~109cm-1 数量级。如果激光的功率密度为 105~109 瓦/cm2,则在金属表面的穿透深度为微米数量级。为避免焊接时产生金属飞溅或陷坑,要控制激光功率密度,使金属表面温度维持在沸点附近。对一般金属,激光功率密度常取 105~106 瓦/cm2 左右。
激光焊接与传统的焊接技术相比较而言具有四种独特的效应。

1) 焊缝净化效应
当激光束照射到焊缝上时,由于材料中的氧化物等杂质对激光的吸收率要比金属对激光的吸收率高得多,因此,焊缝中的氧化物等杂质被迅速加热并汽化逸出,使焊缝中的杂质含量大幅度减小。所以,激光焊接不但不会污染工件,反而能对材料起净化作用。
2) 光爆冲击效应
当激光功率密度很高时,在强大的激光束的照射下,焊缝中的金属急剧蒸发气化。在高压金属蒸气的作用下,熔池中的金属熔液产生爆炸性飞溅,其强大的冲击波向孔穴的深度方向传播,形成细长的深孔。在激光不断移动焊接的过程中,周围熔融金属不断地填充空穴,凝结成牢固的深熔焊缝。
3) 深熔焊的小孔效应
在功率密度高达107 W/cm2的激光束照射下,其能量输入焊缝的速率远远大于热传导、对流、辐射散失的速率,使激光照射区内的金属迅速汽化,在高压蒸气的作用下,在熔池中形成小的孔穴。这种孔穴犹如天文学中的黑洞一样,可将光能全部吸收,激光束通过这种孔穴直射孔底,其孔穴的深度决定着熔化的深度。
4) 熔池中孔穴侧壁对激光的聚焦效应
在激光照射下熔池中形成孔穴的过程中,由于入射到孔穴侧壁的激光束的入射角通常较大,使入射激光束在孔穴侧壁反射而传向孔穴的底部,因而出现孔穴中的光束能量叠加的现象,可以有效地增加孔穴中的光束强度,这种现象称为孔穴侧壁聚焦效应。激光之所以能用于焊接,都是基于上述作用的结果。
激光焊接的独特效应使激光焊接具有如下优点:
(1) 激光照射时间短,焊接过程极为迅速,不仅有利于提高生产率,而且被焊材料不易氧化,热影响区小,适合于热敏感很强的晶体管元件焊接。激光焊接既没有焊渣,也不需去除工件的氧化膜,甚至可以透过玻璃进行焊接,尤其适用于微型精密仪表中的焊接。
(2) 激光不仅能焊接同种金属材料,而且可以焊接异种金属材料,甚至可以焊接金属与非金属材料。例如,用陶瓷做基体的集成电路,由于陶瓷熔点很高,又不宜施加压力,采用其他焊接方法很困难,而用激光焊接比较方便。当然,激光焊接并不能焊接所有的异种材料。
同样这些独特的效应也导致了一些缺点:
(1)焊件需使用夹具时,必须确保焊件的最终位置需在激光束的聚焦范围内。
(2)能量转换效率太低,通常低于10%。高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变。
(3)当进行中能量至高能量的激光束焊接时,需使用等离子控制器将熔池周围的离子化气体驱除,以确保焊道的再出现;
(4)设备昂贵。
激光焊接的适用场景及行业
1.热传导焊接主要用于精密加工,例如金属薄片可见边缘加工、医疗技术等;
2.深熔焊、钎焊主要用于汽车工业,其中深熔焊用于车身、变速器、外壳等;钎焊主要用于车身焊接;
3.激光传导焊接可以处理非金属,适用范围宽阔,可用于消费品、汽车工业、电子外壳、医疗技术等;
4.复合焊接主要适用于特种钢构造,例如船甲板;

激光焊接在锂电池领域的应用
锂离子电池由于具有比能量高、循环寿命长、自放电小、无记忆效应和无污染等优点,广泛应用于各种电子设备(如移动电话、笔记本电脑、PDA、数码相机及数码摄像机等)以及交通工具(巡逻车、电动自行车、电动汽车等)上,成为我国能源领域重点支持的高新技术产业。
动力电池指应用于电动车的电池,是相对于小容量电池(如手机、笔记本电脑电池等)而言的,具有较大的容量和输出功率,可用于电动车辆驱动电源及大型移动电源应用领域的二次电池。锂离子电池或电池组的制作工序非常多,而其中有多道工序,如防爆阀密封焊接、极耳焊接、软连接焊接、安全帽点焊、电池壳体密封焊接、模组及PACK焊接都以激光焊接为最佳工艺。动力电池用于焊接的材质主要有纯铜、铝及铝合金、不锈钢等。
1、电池防爆阀焊接点击详情
电池的防爆阀是电池封口板上的薄壁阀体,当电池内部压力超过规定值时,防爆阀阀体破裂,避免电池爆裂。安全阀结构巧妙,这道工序对激光焊接工艺要求极为严格。没有采用连续激光焊接之前,电池防爆阀的焊接都是采用脉冲激光器焊接,通过焊点与焊点的重叠和覆盖来实现连续密封焊接,但焊接效率较低,且密封性相对较差。采用连续激光焊接可以实现高速高质量的焊接,焊接稳定性、焊接效率以及良品率都能够得到保障。
2、电池极耳焊接
极耳通常分为三种材料,电池的正极使用铝(Al)材料,负极使用镍(Ni)材料或铜镀镍(Ni-Cu)材料。在动力电池的制造过程中,其中的一个环节是将电池极耳与极柱焊接到一起。在二次电池的制作中需要将其与另外一铝制的安全阀焊接在一起。焊接不仅要保证极耳与极柱之间的可靠连接,而且要求焊缝平滑美观。
3、电池极带点焊
电池极带使用的材质包括纯铝带、镍带、铝镍复合带以及少量的铜带等。电池极带的焊接一般使用脉冲焊接机,随着IPG公司QCW准连续激光器的出现,其在电池极带焊接上也得到了广泛的应用,同时由于其光束质量好、焊斑能够做到很小,其在应对高反射率的铝带、铜带以及窄带电池极带(极带宽度在1.5mm以下)的焊接有着独特的优势。
4、动力电池壳体与盖板封口焊接
动力电池的壳体材料有铝合金和不锈钢,其中采用铝合金的最多,一般为3003铝合金,也有少数采用纯铝。不锈钢是激光焊接性最好的材质,尤其304不锈钢,无论是脉冲还是连续激光都能够获得外观和性能良好的焊缝。
铝及铝合金的激光焊焊接性能根据采用焊接方式的不同而略有差异。除了纯铝和3系铝合金采用脉冲焊接和连续焊接都没有问题,其他系列铝合金最优选择连续激光焊接方式,以减小裂纹敏感性。同时,根据动力电池壳体厚度选择合适功率的激光器,一般壳体厚度1mm以下时,可考虑采用1000W以内单模激光器,厚度在1mm以上需使用1000W以上单模或多模激光器。
小容量锂电池常采用比较薄的铝壳(厚度在0.25mm左右),也有18650之类的采用钢壳。由于壳体厚度的关系,此类电池的焊接一般采用较低功率的激光器即可。使用连续激光器焊接薄壳锂电池,效率可以提升5~10倍,且外观效果和密封性更好。因此有逐渐取代脉冲激光器在这个应用领域的趋势。
5、动力电池模组及pack焊接
动力电池之间的串并联一般通过连接片与单体电池的焊接来完成,正负极材质不同,一般有铜和铝2种材质,由于铜和铝之间采用激光焊接后形成脆性化合物,无法满足使用要求,通常采用超声波焊接外,铜和铜、铝和铝一般均采用激光焊接。同时,由于铜和铝传热均很快,且对激光反射率非常高,连接片厚度相对较大,因此需要采用较高功率的激光器才能够实现焊接。
新能源电池Pack激光焊接设备具有以下显著优势:
强度高
激光焊接的焊缝比传统的人工焊接更牢固,能够承受更大的负荷,从而保障电池组件的安全及耐久性。
焊缝小
激光焊接采用较小的焦斑直径和特定的线路设计,使得焊缝尺寸非常小,焊缝美观牢固,相比于传统组装方式所需接触面积更小,减少了器件整体的重量、体积。
效率高
激光焊接技术的快速焊接速度并结合机器视觉技术实现自动检测功能,提高了工艺稳定性。同时,激光焊接还可以减少操作步骤和耗材,提高了组装效率,降低了成本。
免责声明:版权归作者所有,文中观点仅供分享交流。如涉及版权等问题,请您告知,我们将及时处理。